




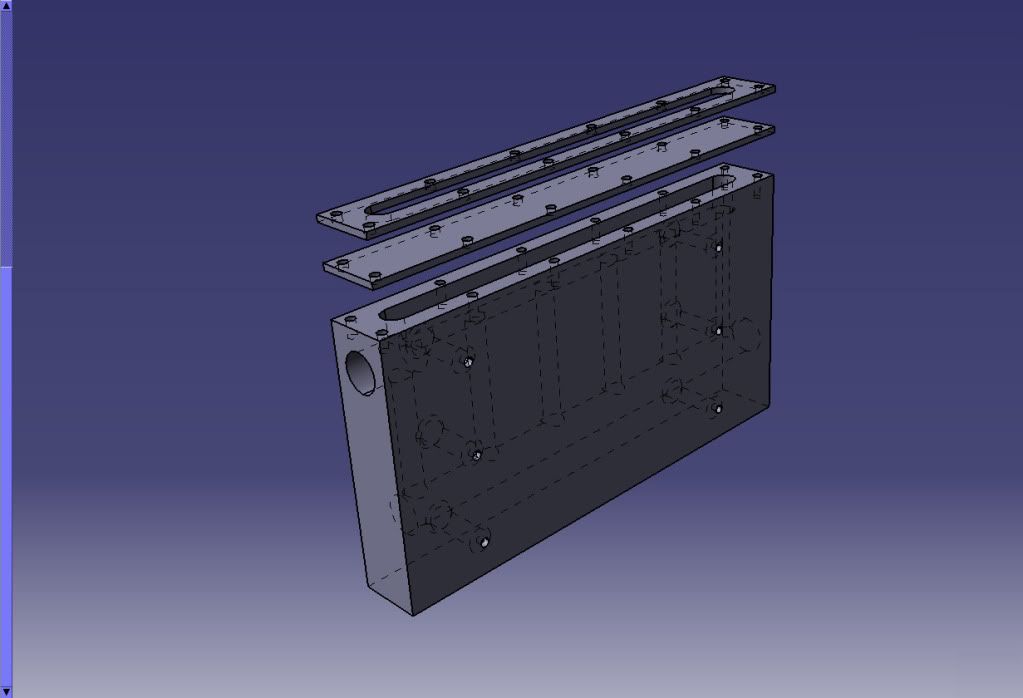
thanks.. na your not an idiot, it's just me that havn't realy decided where to place the holes yet. There will be holes somewhere for shure. At the moment im thinking of routing the cables down through the bottom of the chassi and through one of those alu profiles. Hard to describe but it will come clear eventually.Originally Posted by alphadog009

Thanks mate

 Reply With Quote
Reply With Quote
























































 Subscribed.
Subscribed.




































Bookmarks